
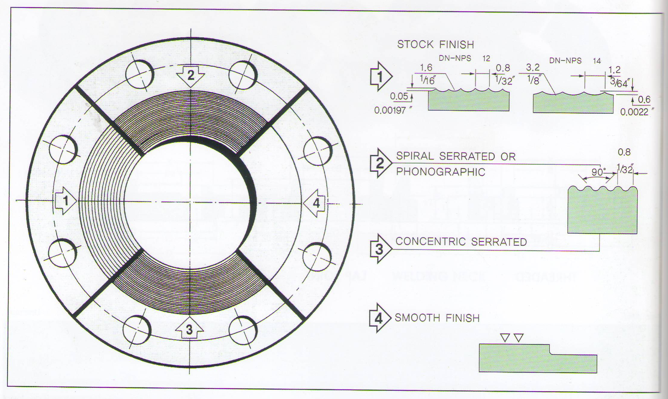
在庫仕上げ:
あらゆる通常のサービス条件に実質的に適しているため、ガスケット仕上げの中で最も広く使用されています。 連続した螺旋状の溝です。
12 インチ (304.8mm) 以下のフランジ サイズは、1/16 インチの丸頭工具を使用し、1 回転あたり 1/32 インチの送りで製造されます。
14 インチ (355.6mm) 以上のサイズ用。 仕上げは 1/8 インチの丸頭工具を使用し、1 回転あたり 3/64 インチの送りで行われます。
スパイラル鋸歯状または蓄音機:
この仕上げは90度の丸刃工具を使用して製作しています。
同心鋸歯状:
この仕上げは90度の丸刃工具を使用して製作しています。
滑らかな仕上がり:
使用する切削工具の半径は約 0.06 インチです。
得られる表面仕上げは 125μ インチから 250μ インチでなければなりません (ANSI B16.5 パラ 6.4;4.1)。
1.上げられた顔。 そして大きな雄と雌
1インチ当たり34から64本の溝を有する鋸歯状同心円仕上げまたは鋸歯状スパイラル仕上げのいずれかが使用される。
使用した切削工具の半径は約 0.06 インチです。
得られる表面仕上げは、およそ 125μ インチ (3.2μm) ~ 500μ インチ (12.5μm) の粗さを持つものとします。
2.舌と溝と小さな雄と雌
ガスケット接触面の粗さは 125μ インチ (3.2μm) を超えません。
3.リングジョイント
ガスケット溝の内壁面の粗さは 63μ インチ (1.6μm) を超えません。
4.ブラインド
この中央部分が盛り上がったとき、その直径が少なくとも 1 インチである場合、ブラインド フランジは中央に面である必要はありません。
対応する圧力クラスの継手の内径よりも小さい。
中央部分が凹んだとき、その直径は対応する圧力クラス継手の内径より大きくありません。
凹部中心の加工が不要です。
投稿時間: 2021 年 9 月 2 日